


This article explains how to prepare RFQ files for fast and accurate quotes so you spend less time chasing updates and more time moving projects forward when sourcing CNC machining parts and die cast components.
When RFQs for CNC machining and die casting lack key details, quotes slow down, prices vary widely, suppliers add extra risk buffers, and internal stakeholders lose confidence in the sourcing process and the numbers behind it.
You will learn exactly what to include, how to structure RFQ files, and how better documentation helps suppliers respond faster with clearer, more reliable pricing and fewer painful surprises later in the project.

Why RFQ Quality Determines Quote Speed, Accuracy, and Project Risk?
High-quality RFQ files allow manufacturers to understand your parts quickly, estimate cycle times confidently, and build a quote without guessing. When your RFQ is clear, suppliers can respond faster, align on assumptions, and reduce the pricing buffers they add to protect themselves from uncertainty. Good RFQs are one of the simplest ways to improve quote speed, price accuracy, and overall project reliability.
Why Incomplete RFQs Lead to Slow and Inaccurate Quotes?
When an RFQ is incomplete, the supplier has only two options: stop and ask more questions, or make assumptions and hope they match your expectations. Both paths slow you down. Extra email loops can easily add days to a quotation. Wrong assumptions can move the project in the wrong direction before anyone notices.
From the supplier side, missing details about material, tolerances, or critical features make it hard to calculate setup time, scrap risk, and inspection effort. To stay safe, many suppliers add a risk margin to their price, or decline to quote at all if they feel the RFQ is too vague. You see this as slow responses, “no quote” replies, or quotes that sit far above your internal target.
Incomplete RFQs also break internal trust. Engineering thinks procurement sent “enough information,” procurement believes suppliers are slow or expensive, and management sees only missed deadlines and unstable budgets. In reality, the root cause is often simple: the RFQ did not give the manufacturer what they need to quote with confidence.
How Missing Information Creates Cost, Schedule, and Quality Risk?
Missing or vague information in an RFQ does more than delay a quote. It quietly adds risk into every downstream step of the project. Studies on product development and manufacturing show that 70–80% of total product cost is effectively determined during the design and specification phase, long before full-scale production starts. () When RFQs do not accurately reflect design intent, the decisions made at this stage can lock in unnecessary cost for the entire lifecycle of the part.
On the cost side, unclear tolerances or unspecified finishes push suppliers to over-engineer their process. They choose tighter setups, slower feeds, more expensive tooling, or unnecessary inspection to avoid disputes. At the same time, the cost of poor quality in manufacturing—scrap, rework, and customer returns—can consume 5–35% of sales, depending on the industry and complexity. Poorly defined RFQs increase the chance that you end up paying part of that bill through change orders, rework, or emergency resourcing.
On the schedule side, every clarification email, drawing revision, or spec change resets part of the quotation process. If suppliers only discover missing information after they start programming or tooling, the impact is even worse. You may see prototype dates slip, validation windows compress, or production start-of-build pushed back because early RFQ details were not precise enough.
Quality risk grows in parallel. If you do not clearly identify critical features, datums, and inspection expectations in the RFQ, suppliers may focus on the wrong things. Parts can pass their internal checks but fail in your assembly or functional tests. This creates tension, urgent sorting, and unplanned engineering work. Many “supplier quality problems” start as RFQ clarity problems.
RFQs as Engineering Communication Tools, Not Just Price Requests
A strong RFQ is more than a price request; it is a concise technical story about your part, your priorities, and your risks. It tells the manufacturer what the part does, which features truly matter, and where they have flexibility to help you reduce time and cost. When you treat the RFQ as an engineering communication tool, you naturally include the information that supports better decisions on both sides.
This mindset shift is important. Instead of thinking “What is the minimum I must send to get a price?”, you start to think “What does this supplier need to build the part the way we intend?” That includes clear 2D and 3D data, structured notes on tolerances, and realistic information about volumes and lifecycle. It also includes explicit signals about design intent, such as which surfaces locate mating parts, carry loads, seal fluids, or guide motion.
When RFQs carry this level of intent, they enable better collaboration. Engineers and procurement can align internally before approaching the market. Suppliers can offer meaningful DFM feedback rather than generic comments. You can compare quotes on a consistent basis because everyone is working from the same assumptions. Over time, your RFQs become a repeatable communication framework that supports faster quotes, smoother launches, and more stable supplier relationships.
What Manufacturers Need to Quote Correctly?
A Supplier’s Perspective
Manufacturers can quote quickly and accurately only when the RFQ answers a basic question: What exactly are we being asked to make, how risky is it, and under what assumptions? When those answers are clear, suppliers can size machines, plan processes, and price with confidence. The more ambiguity you remove up front, the less risk premium appears in the final quote.
Information That Directly Drives Pricing Decisions
Certain RFQ inputs have an immediate and measurable impact on price. Suppliers use these items to build their cost model within minutes, not days. If any of them are unclear, pricing slows down or becomes conservative.
Key price-driving information includes:
-
Part geometry that defines cycle time and tooling needs
-
Material grade and standard, not just material family
-
Tolerances that dictate setup, scrap risk, and inspection time
-
Quantity and expected repeat volume
-
Required lead time that affects scheduling and overtime
For example, a simple prismatic CNC part can vary by 30–50% in price based solely on tolerance strategy and batch size. When RFQs clearly define these elements, suppliers can apply realistic machining rates instead of guessing worst-case scenarios. Clear inputs lead to faster quotes and tighter price ranges across suppliers.
Data That Reduces Manufacturing Risk and Assumptions
Suppliers price risk as carefully as they price machining time. When RFQs do not address uncertainty, manufacturers protect themselves by adding buffer. That buffer shows up as higher prices, longer lead times, or restrictive assumptions in the quote.
Risk-reducing data includes:
-
Identification of critical features versus cosmetic ones
-
Functional intent for mating surfaces, bores, and threads
-
Acceptable process latitude, such as alternate tooling or setups
-
Inspection expectations for key dimensions only, not every feature
When this information is present, suppliers can avoid over-processing parts or planning unnecessary inspection. They also gain confidence that minor, non-functional variations will not trigger disputes later. Reducing assumptions reduces defensive pricing and shortens the quotation cycle.
The Difference Between “Quotable” and “Optimizable” RFQs
Many RFQs are technically quotable but not optimizable. A quotable RFQ contains just enough information for a supplier to give you a price. An optimizable RFQ goes further and invites engineering input that can improve cost, lead time, or manufacturability.
A quotable RFQ typically includes:
-
Basic drawings or models
-
Material callouts
-
Quantity and delivery date
An optimizable RFQ adds:
-
Clear priorities between cost, speed, and precision
-
Notes on features open to adjustment
-
Context about future volumes or program lifecycle
Suppliers respond differently to these two RFQ types. With a quotable RFQ, they focus on protecting margin and meeting stated requirements. With an optimizable RFQ, they engage their engineers and propose alternatives that benefit both sides. If you want better solutions, not just faster prices, design your RFQs to be optimizable.
RFQ File Checklist for CNC Machining Projects
A CNC machining RFQ works best when it removes interpretation. Suppliers quote fastest when files clearly describe geometry, material, tolerances, and volume expectations in a way that mirrors how CNC precision components will actually be machined and inspected. A complete CNC RFQ does not overwhelm the supplier with data; it focuses attention on what truly drives cost and risk.
Drawings and CAD Files — 2D vs 3D Formats (STEP, IGES, PDF)
For CNC machining, both 2D drawings and 3D CAD models play distinct roles, and you should treat them accordingly in your RFQ. The 3D model defines geometry and supports programming, while the 2D drawing legally defines requirements, tolerances, and inspection criteria.
Best practice is to include:
-
A neutral 3D CAD file (STEP preferred, IGES acceptable)
-
A fully dimensioned 2D PDF drawing with notes and tolerances
-
Clear revision control across all files
Suppliers typically use the 3D model to estimate tool paths and cycle time, but they rely on the 2D drawing to price tolerance risk and inspection effort. When only a 2D drawing is available, quoting remains possible, but programming and cycle-time estimates take longer. Providing both formats speeds quoting and reduces interpretation errors.
Image suggestion: Example of CNC RFQ folder with 2D drawing and STEP model Alt text: “CNC machining RFQ files showing 2D drawing and STEP 3D model”
Material Specifications and Applicable Standards
Material descriptions like “aluminum” or “steel” are not sufficient for accurate quoting. CNC machining cost depends heavily on alloy, condition, and applicable standards, all of which affect machinability, tool wear, and scrap risk. When sourcing parts with different material options and specifications, vague material definitions almost always lead to conservative pricing assumptions.
A strong RFQ specifies:
-
Exact alloy (for example, Aluminum 6061-T6, 7075-T651)
-
Applicable standard (ASTM, EN, GB, ISO)
-
Any special material requirements such as traceability or certifications
According to ASM International, machinability differences between common aluminum alloys can exceed 20% depending on composition and heat treatment. When RFQs lack this detail, suppliers either delay the quote or assume a worst-case material. Clear material specs eliminate unnecessary pricing buffers.
Tolerances, GD&T, and Identification of Critical Features
Tolerances are one of the largest cost drivers in CNC machining, yet they are often applied without prioritization. Tight tolerances increase setup time, slow cutting speeds, and expand inspection scope.
Effective RFQs make three things clear:
-
Which dimensions are functionally critical
-
Which tolerances control fit, motion, or sealing
-
Which features are secondary and flexible
Avoid global tight tolerances unless they are truly required. ISO 2768 or similar general tolerances work well for non-critical dimensions, while GD&T should focus on datums and interfaces that affect assembly. Not all dimensions deserve the same precision, and your RFQ should reflect that reality.

Quantity, Batch Size, and Prototype vs Production Definition
Suppliers price CNC parts very differently depending on whether the order is a one-off prototype or a repeat production item. Setup amortization, fixture strategy, and inspection planning all depend on volume.
Your RFQ should clearly state:
-
Initial order quantity
-
Expected repeat quantity or annual volume, if known
-
Whether the RFQ is for prototype, bridge production, or mass production
Separating prototype RFQs from production RFQs avoids confusion. A prototype quote optimized for speed may not represent long-term unit cost. Clear volume definitions help suppliers align pricing strategy with your program phase.
Surface Finishing, Heat Treatment, and Secondary Operations
Secondary operations often add more cost and lead time than machining itself, especially when requirements are vague. CNC RFQs should specify finishes and treatments using recognized standards whenever possible, particularly when different surface treatment options can significantly affect cost, cycle time, and appearance.
Include details such as:
-
Surface finish values (for example, Ra 1.6 μm)
-
Coating or anodizing standards and colors
-
Heat treatment requirements and target hardness
-
Additional operations like thread inserts, marking, or assembly
When RFQs simply state “anodize” or “heat treat,” suppliers must ask follow-up questions or assume conservative processes. Precise secondary-operation requirements prevent re-quotes and late-stage changes.
By aligning drawings, materials, tolerances, quantities, and finishing requirements, you give CNC suppliers a complete picture of the part and its intent. That clarity translates directly into faster quotes, narrower price variation, and fewer surprises once machining begins.
RFQ File Checklist for Die Casting Projects
Die casting RFQs require a different level of upfront definition than CNC machining. Tooling investment, process constraints, and long-term volume assumptions shape both unit cost and feasibility for custom die casting parts. A strong die casting RFQ makes production intent explicit, so suppliers can evaluate tooling, process windows, and total cost structure without guesswork.
Annual Volume, Tooling Assumptions, and Cost Structure
Annual volume is the starting point for every serious die casting quote. It determines mold design, cavity count, tooling steel selection, and amortization logic. Without it, suppliers cannot judge whether a project makes economic sense.
An effective RFQ clearly states:
-
Expected annual volume and program duration
-
Whether the project will ramp up or stay stable
-
Who owns the tooling and how tooling costs are handled
In high-pressure die casting, tooling can represent a significant upfront investment, while unit price drops sharply as volume increases. Industry data consistently shows that tooling decisions made early account for most long-term cost outcomes. If volume assumptions remain vague, suppliers either inflate unit price or defer meaningful quoting altogether.
Part Geometry Intent — Draft, Wall Thickness, and Parting Line
Die casting geometry is constrained by physics, not preference. RFQs that ignore draft, wall thickness, or parting line intent force suppliers to redesign the part internally before quoting, which slows response time and raises risk.
Your RFQ should communicate:
-
Acceptable draft angles and non-critical surfaces
-
Target wall thickness and allowable variation
-
Preferred or restricted parting line locations
Clear geometric intent allows suppliers to judge fill behavior, shrinkage risk, and ejection strategy. When RFQs omit this information, quotes often rely on conservative assumptions that raise tooling cost. Good geometric guidance keeps the design manufacturable and the quote realistic.

Alloy Selection and Mechanical Property Requirements
Die casting alloys vary widely in strength, ductility, corrosion resistance, and dimensional stability. Choosing the right alloy affects not only performance but also casting yield and machining effort.
A complete RFQ specifies:
-
Alloy grade (for example, ADC12, A380, or Zamak 3)
-
Applicable standards and specifications
-
Required mechanical properties, if critical
According to aluminum and zinc die casting standards referenced in ASTM and ISO documentation, small changes in alloy composition can significantly affect fluidity and porosity risk. When RFQs do not define alloy clearly, suppliers may assume the easiest-to-cast option, which may not match functional requirements. Precise alloy definitions align cost, performance, and process reliability.
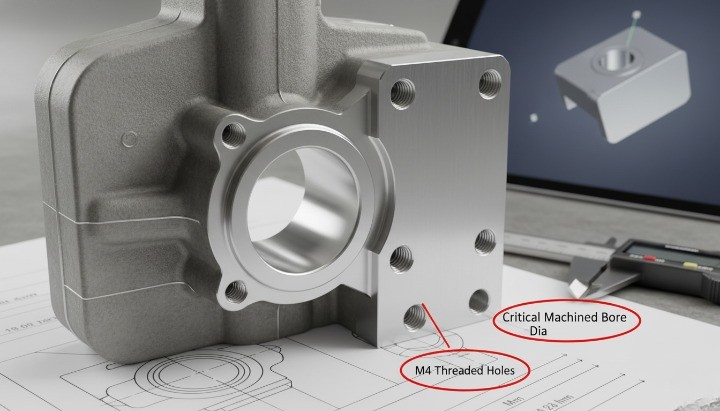
Post-Machining and Precision Feature Requirements
Few die-cast parts meet functional requirements straight out of the mold. Precision features such as bearing bores, sealing faces, or threaded holes typically require CNC post-machining.
Your RFQ should identify:
-
Which features require machining after casting
-
Target tolerances for machined features only
-
Any surface or positional relationships that matter in assembly
Separating “as-cast” features from “machined” features helps suppliers optimize both processes. It avoids over-tightening mold tolerances and reduces unnecessary tooling complexity. Clear post-machining definitions lead to better casting design, lower scrap rates, and more stable long-term quality.
When die casting RFQs clearly define volume, geometry intent, alloy choice, and post-machining needs, suppliers can evaluate feasibility quickly and price the project on solid technical grounds. That clarity shortens quotation cycles and improves cost predictability across the entire program lifecycle.
How to Organize RFQ Files for Fast Supplier Review?
Well-organized RFQ files help suppliers understand your project within minutes instead of hours. When information is easy to find and consistent across documents, manufacturers can start evaluating feasibility and pricing immediately. Clear structure reduces internal handling time on the supplier side, which directly shortens your quotation cycle.
Recommended RFQ Folder Structure and File Naming Conventions
Suppliers often review dozens of RFQs every week. A clean folder structure prevents confusion and avoids missed details during early review. It also signals professionalism and sets expectations for how the project should be handled.
A practical RFQ folder structure includes:
-
01_Drawings – 2D PDFs with clear revision numbers
-
02_3D_Models – STEP or IGES files matching the drawings
-
03_Specifications – material, finishing, and quality notes
-
04_RFQ_Summary – a single-page overview of key requirements
File names should include part number, revision, and date. Avoid generic names like “final_v3” or “new_version.” Consistent naming reduces review errors and prevents suppliers from quoting against outdated data.

Creating an RFQ Summary Sheet for Clear, Fast Understanding
An RFQ summary sheet is one of the most effective tools for speeding up quotes, yet many companies skip it. This single-page document gives suppliers the context they need before opening drawings.
A strong RFQ summary sheet typically includes:
-
Part name and part number
-
Manufacturing process (CNC machining or die casting)
-
Material and standard
-
Quantity and expected annual volume
-
Target lead time and delivery location
-
Notes on critical features or priorities
Suppliers often review this page first to decide how to allocate engineering time. When the summary sheet is clear, they can route the RFQ to the right team immediately. A good summary sheet can save days of back-and-forth clarification.
Best Practices for Sending RFQs to Multiple Suppliers
Sending RFQs to multiple suppliers only works when everyone receives the same information. Inconsistent data leads to quotes that cannot be compared fairly.
Follow these best practices:
-
Send identical RFQ packages to all suppliers at the same time
-
Clearly state a deadline for questions and quote submission
-
Use one communication channel to avoid version conflicts
-
Track responses and clarification requests centrally
When suppliers work from identical inputs, price differences reflect real capability and cost structure rather than assumptions. Consistent RFQ distribution improves quote comparability and strengthens your sourcing decisions.
By organizing RFQ files with clear structure, a concise summary sheet, and disciplined distribution, you make it easy for suppliers to review your project quickly. That effort pays back through faster responses, fewer clarification cycles, and more reliable quotations.
Common RFQ Mistakes That Slow Down Quotes and Increase Cost
Most RFQ delays and pricing issues come from a small set of avoidable mistakes. These errors force suppliers to pause, clarify, or protect themselves with conservative assumptions. When RFQs trigger guesswork, suppliers respond with higher prices, longer lead times, or no quote at all.
Over- or Under-Specified Tolerances
Tolerances set the foundation for machining strategy, inspection effort, and scrap risk. When RFQs apply tight tolerances everywhere, suppliers must assume worst-case setups, slower cutting speeds, and extensive inspection. That approach inflates cost without improving function.
Under-specified tolerances create a different problem. Suppliers cannot tell which dimensions truly matter, so they either tighten everything to stay safe or ask multiple clarification questions. Both outcomes slow the quote.
Best practice is to:
-
Tighten tolerances only on functional features
-
Use general tolerances for non-critical dimensions
-
Clearly identify datums and interfaces
Balanced tolerances help suppliers quote realistically and avoid defensive pricing.
Missing Quality, Inspection, and Documentation Requirements
Quality expectations influence both cost and lead time, yet many RFQs address them late or not at all. Suppliers need to know how parts will be verified before they can plan inspection time and equipment, especially when formal quality control processes are required.
Common omissions include:
-
Required inspection methods, such as CMM or functional gauges
-
First Article Inspection or sample requirements
-
Material or process certification expectations
According to ISO 9001 guidance, unclear quality requirements often lead to rework and nonconformance disputes. Defining inspection scope up front prevents last-minute cost increases and delays.
Mixing Prototype and Production Expectations in One RFQ
Prototype and production parts follow different cost logic. Prototypes prioritize speed and flexibility, while production focuses on repeatability and unit cost. Mixing these expectations in one RFQ confuses suppliers and distorts pricing.
For example, asking for prototype-level lead time with production-level pricing sends conflicting signals. Suppliers either quote conservatively or split assumptions internally.
A clean RFQ should state clearly:
-
Whether the request is for prototype, bridge, or mass production
-
Which requirements may change between phases
-
How future volumes will be evaluated
Separating RFQs by project stage improves quote accuracy and long-term cost planning.
Leaving Suppliers to Guess Design Intent
When RFQs lack context, suppliers can only see geometry, not purpose. They do not know which surfaces locate assemblies, carry loads, or affect performance. Guessing intent increases risk.
Without design intent:
-
Suppliers may over-process cosmetic areas
-
Critical features may not receive enough attention
-
DFM feedback remains generic or irrelevant
Simple notes on functional priority help suppliers align processes with real needs. Clear design intent turns RFQs into problem-solving tools instead of assumption traps.
Avoiding these common mistakes requires only modest effort, yet the impact is significant. Cleaner RFQs shorten quotation cycles, reduce price spread, and create stronger alignment between engineering, procurement, and manufacturing.
Using RFQ Responses to Evaluate and Compare Suppliers
RFQ responses provide more insight than pricing alone. The structure, assumptions, and clarity of a quote reveal how a supplier thinks, manages risk, and supports manufacturing beyond the first order. A well-written quote shows technical maturity, while a weak one often signals future problems.
What a Professional CNC or Die Casting Quote Should Include?
A professional quote answers technical and commercial questions without forcing follow-ups. It reflects a clear understanding of your RFQ and uses explicit assumptions rather than vague language.
A strong quote typically includes:
-
Material grade and standard exactly as requested
-
Manufacturing process and key assumptions
-
Unit price with quantity breaks, if applicable
-
Tooling cost and ownership terms for die casting
-
Lead time assumptions and delivery location
-
Included inspection scope and documentation
When quotes include these elements, you can compare suppliers on equal terms. Transparency at the quotation stage reduces disputes once production begins.
Red Flags in Quotes That Are Fast but Unreliable
Speed alone does not guarantee quote quality. Some fast quotes rely on unchecked assumptions that surface later as cost increases or schedule slips.
Common warning signs include:
-
Missing material or tolerance references
-
“Subject to change” language without explanation
-
Unusually low pricing with no process detail
-
No mention of inspection or quality control
Extremely short quotes often skip engineering review. This shortcut may look attractive early, but it raises the risk of re-quotes, change orders, or quality issues after award. A reliable quote balances speed with technical completeness.
How RFQ Feedback Reveals Supplier Engineering Capability?
Supplier questions and comments tell you as much as the price itself. Thoughtful feedback shows that engineers reviewed your RFQ rather than only sales staff.
Strong signals of engineering capability include:
-
Clarifying questions about functional features
-
Suggestions to relax tolerances or simplify geometry
-
Notes about alternate materials or processes
-
Clear identification of risk areas
Suppliers who engage at this level tend to prevent problems instead of reacting to them. RFQs that encourage feedback help you identify partners who think critically about your design and long-term success.
A Practical RFQ Preparation Workflow
An effective RFQ workflow connects engineering intent with procurement execution. When teams follow a structured process, RFQs go out cleaner, suppliers respond faster, and internal alignment improves. A disciplined workflow reduces friction, shortens sourcing cycles, and improves quote reliability across programs.
Aligning Engineering and Procurement Before Sending RFQs
Most RFQ problems originate before suppliers ever see the files. They arise when engineering and procurement operate on different assumptions about priorities, risk, and timing. Alignment before release prevents confusion later, especially when internal engineering and R&D capabilities are not fully aligned with sourcing objectives.
A practical alignment step includes:
-
Confirming which features are functionally critical
-
Agreeing on acceptable tolerance trade-offs
-
Defining whether speed or cost takes priority
-
Clarifying prototype versus production intent
When engineering explains design intent and procurement frames commercial goals, RFQs become consistent and actionable. Internal alignment ensures suppliers receive one clear message instead of conflicting signals.
When to Request DFM Feedback Before Final Quoting?
DFM feedback is most valuable before designs become fixed. Requesting it too late limits options and forces suppliers to quote around inefficiencies rather than correct them.
Early-stage RFQs should invite feedback on:
-
Tolerance relaxation opportunities
-
Geometry simplification
-
Alternate materials or processes
-
Cost drivers with limited functional value
According to multiple manufacturing studies, early design changes cost significantly less than changes made after tooling or programming begins. Using RFQs as a gateway for DFM input improves manufacturability without delaying sourcing decisions.
A structured RFQ workflow does not add bureaucracy. It creates clarity at the right moment. When teams align internally and engage suppliers early, RFQs support faster decisions, stronger pricing, and smoother handoff into production.
Frequently Asked Questions About RFQ Preparation
Clear RFQs eliminate uncertainty, but many teams still face practical questions when preparing files under real project constraints. The answers below address the most common concerns from engineering and procurement teams sourcing CNC machining and die casting services.
Can Suppliers Quote Accurately with Only 2D Drawings?
Yes, suppliers can quote from 2D drawings, but accuracy and speed depend on complexity. Simple prismatic parts with clear dimensions and tolerances usually pose no issue. However, complex geometries, freeform surfaces, or multi-axis features take longer to interpret without a 3D model.
Without a 3D file, suppliers must manually visualize toolpaths and estimate cycle times, which increases quotation effort and risk. Many will add buffer or request clarification. Providing a STEP file alongside the 2D drawing consistently speeds up quotes and improves accuracy, especially for parts requiring advanced CNC machining.
How Detailed Should Tolerances Be at Different Project Stages?
Tolerance detail should match the project phase. Early prototype RFQs benefit from functional clarity rather than excessive precision. Focus on interfaces, fits, and safety-critical dimensions, while allowing flexibility elsewhere.
As projects move toward production, tolerances should become more refined and stable. Over-specifying tolerances too early limits optimization options and inflates costs. Progressive tolerance definition helps balance speed, cost, and design maturity without blocking early sourcing decisions.
What If Material or Finish Is Not Fully Finalized?
When material or finish remains undecided, transparency matters more than certainty. Instead of leaving fields blank, state acceptable options or decision boundaries.
For example:
-
List two viable material grades
-
Identify surfaces that may change finish later
-
Flag requirements as “to be confirmed” with timeline
Suppliers can then quote with conditional assumptions instead of guessing. Clear uncertainty is better than silent ambiguity, and it keeps quotes usable for planning.
Why Do Quotes Vary Widely Between Suppliers?
Large quote variation usually reflects different assumptions, not inefficiency. Suppliers may interpret unclear tolerances, volumes, or quality expectations in different ways. Others may apply different risk premiums based on experience or capacity.
When RFQs are complete and standardized, price spread typically narrows. Remaining differences then reveal real factors such as process efficiency, engineering depth, or long-term cost structure. Wide price gaps often point back to RFQ clarity issues, not market inconsistency.
Conclusion — Better RFQs Lead to Better Manufacturing Results
High-quality RFQs create leverage. They shorten quotation cycles, reduce price volatility, and align suppliers around your true technical and commercial priorities. Clear RFQs replace assumptions with intent and turn quoting into a structured engineering exercise instead of a guessing game.
If you want faster, more accurate CNC machining and die casting quotes, start with better inputs. Treat RFQ preparation as a strategic step, not an administrative task—and when you are ready to move forward, contact HM for a quote to get engineering-backed pricing, clear assumptions, and reliable manufacturing support for your next project.