


CNC turning and CNC milling, two of the most widely used processes in metal and plastic part production.
Choosing the right process is more than a technical decision — it directly affects accuracy, cost efficiency, surface finish, and production speed. The wrong choice can lead to design limitations, excessive machining time, or higher expenses.
This guide will clearly explain how CNC turning and milling work, their key differences, ideal use cases, and how to decide which process best fits your part’s geometry, material, and production goals. By the end, you’ll know exactly how to make the right choice for your next CNC project.
Why Choosing the Right CNC Process Matters?
Selecting the right CNC machining process—turning or milling—is not just a technical choice; it’s a strategic decision that determines your part’s quality, efficiency, and overall production cost. In precision manufacturing, every micron matters. The process you select directly impacts dimensional accuracy, surface finish, and lead time, ultimately influencing how well your component performs in its end-use application.
In today’s global manufacturing landscape, both CNC turning and CNC milling serve as the backbone of modern production. These methods enable companies to produce highly complex metal and plastic parts with repeatable accuracy across thousands of units. While milling excels in creating intricate geometries and flat surfaces, turning is unmatched for cylindrical or rotational components requiring symmetry and smooth finishes.
However, many procurement teams and engineers face a common challenge: determining which process best fits their design, material, and cost objectives. A part that seems suitable for milling may actually be more efficiently produced on a lathe, or vice versa. Misalignment between design and machining method can lead to unnecessary tool wear, extended cycle times, or excessive secondary operations—all of which add up to wasted resources.
Understanding how geometry, tolerance requirements, and production scale interact with machining capabilities allows decision-makers to optimize manufacturing outcomes. For OEMs and product developers, mastering this balance is key to achieving reliable performance without overspending.

What Is CNC Milling?
CNC milling is one of the most versatile and widely used subtractive manufacturing processes in modern precision engineering. It uses rotating multi-point cutting tools to remove material from a stationary workpiece, following a programmed toolpath controlled by computer numerical control (CNC). This process allows for exceptional flexibility in shaping metals and plastics into complex, three-dimensional geometries with tight tolerances.
Unlike manual milling, CNC milling automates every movement of the machine, ensuring accuracy, consistency, and repeatability across high-volume production runs. It’s commonly used to produce parts that feature flat surfaces, intricate contours, slots, threads, and pockets, making it an ideal solution for custom metal components in industries such as automotive, aerospace, electronics, and robotics.

Definition and Working Principles
At its core, CNC milling works by programming the movement of a rotating cutter across multiple axes to shape the material according to a digital CAD/CAM design. The workpiece is typically clamped onto a fixed bed or rotary table, while the cutting tool moves along the X, Y, and Z axes (in a 3-axis machine) to carve out the desired geometry.
Advanced machines with 4-axis or 5-axis capabilities can rotate and tilt either the tool or the workpiece, allowing access to multiple sides without repositioning. This not only improves precision but also minimizes setup time and potential alignment errors. CNC milling can achieve dimensional tolerances as tight as ±0.005 mm, depending on material type and part complexity.
Key Features and Applications of CNC Milling
CNC milling is prized for its flexibility and adaptability across a wide range of designs and materials. It can process metals like aluminum, steel, brass, and titanium, as well as engineering plastics.
Some of its most common applications include:
• Engine and transmission housings in automotive manufacturing
• Heat sinks and electronic enclosures in electronics and communication equipment
• Precision brackets, mounts, and connectors for robotics and automation systems
• Prototypes and mold components in product development
Because it supports both low-volume prototyping and mass production, CNC milling is a go-to choice for custom parts requiring detailed surface geometry or tight tolerances.
Advantages and Limitations of Milling
Advantages:
• High precision and repeatability, ideal for complex 3D geometries
. • Wide material compatibility, from metals to engineering plastics.
• Excellent surface finish with adjustable feed rates and tool types.
• Scalable for both prototype and mass production.
Limitations:
• Longer machining time for deep or complex cuts compared to turning.
• Higher tooling costs for multi-axis operations.
• Limited efficiency for purely cylindrical or rotational parts, where turning may be more suitable.
Overall, CNC milling delivers unmatched flexibility and accuracy, making it a cornerstone of modern precision manufacturing.
What Is CNC Turning?
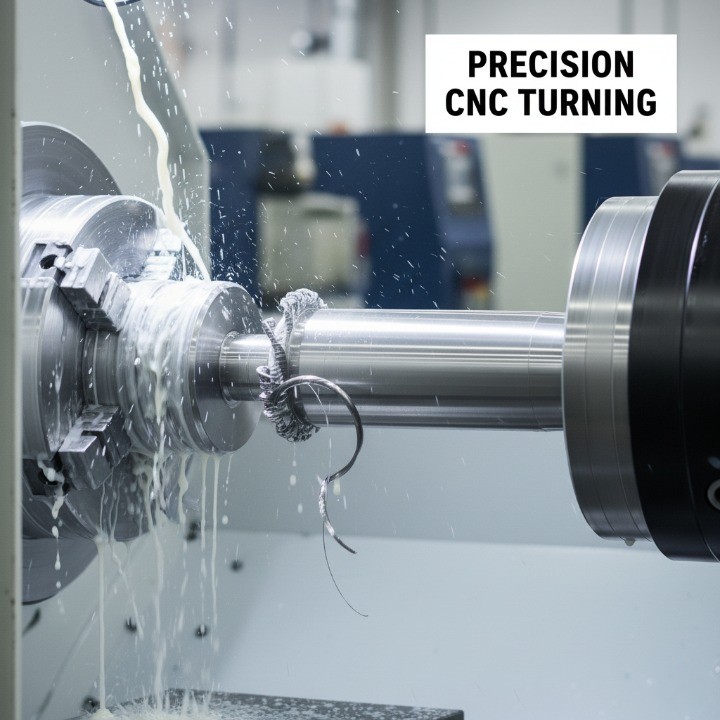
CNC turning is a precision machining process that shapes materials by rotating the workpiece against a stationary, single-point cutting tool. Unlike milling, where the tool rotates, turning involves the rotation of the part itself while the cutting tool removes material to create cylindrical shapes, tapers, threads, or grooves.
CNC turning is typically performed on a lathe or turning center, offering superior efficiency for components with round or symmetrical geometries. Through precise computer numerical control, the process ensures uniform results across large production batches, making it ideal for producing shafts, bushings, bolts, and other rotational components.

Definition and Working Principles
In CNC turning, a cylindrical workpiece is clamped into a chuck and rotated at high speed while a fixed cutting tool moves linearly along its surface to remove material. The cutting tool can move along the X and Z axes, enabling the creation of precise outer and inner diameters, contours, and threads.
Modern CNC lathes can perform multiple operations in a single setup, including facing, boring, drilling, threading, and even limited milling. Advanced multi-axis or Swiss-type turning centers can manipulate several tools simultaneously, drastically reducing cycle time and enhancing productivity.
This high level of automation allows manufacturers to achieve tight tolerances—often within ±0.01 mm— and exceptional surface finishes suitable for functional and aesthetic components alike.
Key Features and Applications of CNC Turning
CNC turning stands out for its speed, precision, and cost-efficiency in producing round or tubular parts. Its ability to maintain consistency across thousands of identical units makes it indispensable for high-volume production.
Common applications include:
• Automotive: Axles, pins, pistons, and threaded fasteners.
• Aerospace: Hydraulic fittings, landing gear shafts, and precision couplings.
• Medical: Surgical implants, bone screws, and dental components.
• Industrial machinery: Rollers, bushings, and custom shafts.
Because turning provides superior surface finish and tight control over diameters, it is often preferred when rotational symmetry and smoothness are essential.

Advantages and Limitations of Turning
Advantages:
• Excellent for cylindrical and symmetrical shapes requiring tight roundness tolerances.
• High-speed production capability, ideal for bulk manufacturing.
• Smooth surface finishes that often eliminate secondary polishing.
• Lower tooling cost compared to complex milling setups.
Limitations:
• Restricted to rotational parts, making it unsuitable for complex non-cylindrical geometries.
• Limited 3D contouring capabilities compared to multi-axis milling.
• Less flexible when frequent design changes are needed.
In summary, CNC turning is the best solution for producing high-precision, rotational components efficiently and cost-effectively, especially in industries where dimensional accuracy and repeatability are critical.
CNC Turning vs CNC Milling — Direct Comparison
CNC turning and CNC milling are often complementary, but they operate on fundamentally different principles. Understanding these distinctions is essential for engineers and buyers who want to match the right machining process to their part’s geometry, surface requirements, and budget. Below is a detailed comparison to help you make an informed decision.

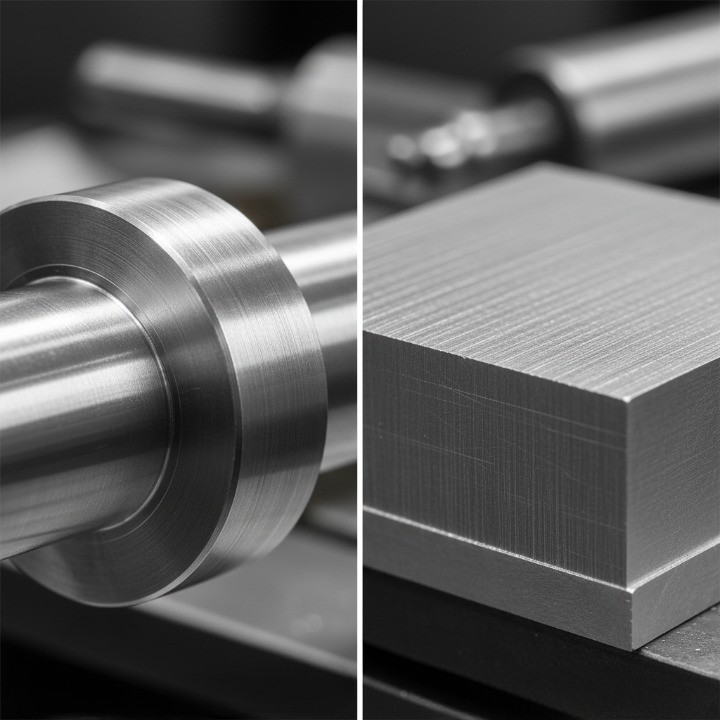
Process and Motion Differences
The main difference between CNC milling and CNC turning lies in how the material and cutting tool move relative to each other.
-
In CNC milling, the cutting tool rotates while the workpiece stays fixed. Multiple cutting tools are used to shape the part across several axes (typically 3, 4, or 5).
-
In CNC turning, the workpiece itself rotates while the cutting tool remains stationary, removing material to form cylindrical shapes.
Because of this opposite motion, milling is best for complex 3D geometries, while turning excels in producing round or tubular components. Multi-axis systems now blur this line, but the core distinction remains critical when deciding which process to use.
| Feature | CNC Milling | CNC Turning |
|---|---|---|
| Motion Type | Rotating tool, fixed part | Rotating part, fixed tool |
| Ideal Shapes | Prismatic, complex 3D forms | Cylindrical or conical parts |
| Typical Axes | 3 to 5 | 2 to 4 |
| Machine Setup | More tool changes | Single setup efficiency |
Material Compatibility
Both milling and turning can handle a broad range of materials, including aluminum, steel, titanium, brass, and engineering plastics, but the ideal choice often depends on the part’s geometry and tolerance needs.
-
CNC Milling: Performs better with materials that require multi-surface machining, such as aluminum alloys and stainless steel. It’s also ideal for heat-dissipating or lightweight parts used in electronics and aerospace.
-
CNC Turning: Excels with metals that need tight circular tolerances and smooth finishes, such as brass, copper, and steel shafts.
In summary: Milling supports more complex shapes, while turning is the go-to process for rotational precision.
Accuracy, Surface Finish, and Speed
Both CNC milling and turning can deliver exceptional accuracy, but their performance varies depending on design and machining setup.
| Factor | CNC Milling | CNC Turning |
|---|---|---|
| Typical Tolerance | ±0.005 mm | ±0.01 mm |
| Surface Finish | Excellent with proper tooling | Superior for rotational surfaces |
| Machining Speed | Slower for deep cuts | Faster for simple geometries |
| Toolpath Control | Complex multi-axis paths | Linear motion optimized for rotation |
Turning generally provides smoother finishes because the tool continuously engages the surface during rotation. Milling, however, achieves higher geometric versatility, making it indispensable for parts with flat faces, contours, or cavities.
Production Volume and Cost Efficiency
When comparing cost and scalability, CNC turning usually offers better economics for high-volume production of simple, round parts. Fewer setups, shorter cycle times, and less tool wear reduce overall cost per unit.
CNC milling, on the other hand, is more cost-effective for prototypes or complex parts that require multi-surface machining or tighter dimensional control. While setup times are longer, its flexibility makes it ideal for small- to medium-batch production.
Quick summary:
-
Choose turning for cylindrical, repetitive, or large-batch production.
-
Choose milling for detailed, low- to mid-volume parts with complex geometry.
When to Use CNC Milling vs CNC Turning?
Choosing between CNC milling and CNC turning often comes down to one thing — your part’s geometry and production goals. Each process brings its own strengths. Milling offers flexibility for complex shapes, while turning excels at high-speed production of round parts. The real advantage comes when you understand why one fits your design better than the other.

Geometry and Design Factors
The shape of your part should always guide your process choice.
-
CNC milling works best for flat, angular, or 3D contoured parts — think brackets, housings, or enclosures. The cutting tool moves around a fixed workpiece, removing material from different sides. This makes it perfect for parts with holes, slots, or pockets.
-
CNC turning is ideal for cylindrical or conical shapes, like shafts, pins, or bushings. The part rotates at high speed while a stationary cutting tool shapes it precisely.
When a component combines both flat and round features — for example, a valve body or connector — it often requires both processes. Many modern shops use hybrid machines that handle milling and turning in one setup, saving time and improving accuracy.
| Part Geometry | Recommended Process | Typical Examples |
|---|---|---|
| Flat or prismatic | CNC Milling | Brackets, plates, heat sinks |
| Round or cylindrical | CNC Turning | Shafts, rollers, pins |
| Mixed geometry | Combined milling + turning | Valves, adapters, manifolds |
Tolerance and Surface Finish Requirements
If you’re chasing tight tolerances and smooth finishes, CNC turning usually has the upper hand. The continuous rotation of the workpiece allows for a uniform cut, often reaching surface finishes under Ra 0.8 μm. It’s ideal for critical fits like bearing seats or threaded components.
Milling, however, delivers precise dimensional control on flat surfaces. With the right tooling and machine calibration, you can achieve tolerances within ±0.005 mm — enough for aerospace-grade components. Surface finish depends heavily on toolpath strategy and spindle speed, so optimizing feed rates can significantly improve quality.
In most production workflows, engineers mix both: turning for base geometry, milling for finishing or additional features. That combination brings both speed and precision.
Material and Hardness Considerations
Material selection plays a big role in how well each process performs.
-
Milling handles a wider range of materials — from aluminum and brass to stainless steel and titanium. It’s the go-to for parts that need multi-axis machining or detailed features.
-
Turning works better for harder metals and dense alloys. The rotational motion and constant cutting angle help maintain accuracy and tool life, even on tough materials like carbon steel or Inconel.
When machining ultra-hard materials, many manufacturers use a hybrid approach — turning for rough shaping, then light milling to complete finer details. This balance minimizes tool wear while maintaining surface quality.
| Material Type | Best Process | Notes |
|---|---|---|
| Aluminum / Brass | Milling | Great for detailed and lightweight parts |
| Stainless Steel | Turning | Maintains precision on hard surfaces |
| Titanium / Inconel | Hybrid | Improves efficiency and tool durability |
Prototype vs. Mass Production
Production scale often defines which process gives better results.
-
For prototypes or small batches, milling is faster to set up and easier to adjust. You can modify CAD models, regenerate toolpaths, and machine the new design within hours.
-
For high-volume runs, turning is the winner. It’s faster per cycle, consistent across large batches, and more cost-effective when producing thousands of identical parts.
A smart manufacturing strategy often uses milling during prototyping to validate geometry and turning in full production to maximize efficiency. This balance helps teams move from design to market with fewer delays.

In short: Use CNC milling when you need complex shapes, multiple features, or quick design changes. Choose CNC turning when you need precise, round parts in large volumes. And if your design blends both worlds — consider hybrid machining to get the best of both.
The Rise of Hybrid and Multi-Task CNC Machines
The evolution of CNC technology has given rise to a new generation of machines that merge milling and turning capabilities into one setup. Known as hybrid or multi-task CNC machines, these systems allow manufacturers to produce complex components faster and with higher precision. For engineers and procurement teams, this means reduced handling, improved consistency, and lower overall costs.

What Is Hybrid Machining (Turn-Mill Centers)?
Hybrid machining, or turn-mill machining, combines CNC turning and CNC milling in a single platform. The machine is equipped with both a rotating spindle (for turning) and a milling head (for cutting on multiple axes).
This integration allows a part to be milled, drilled, and turned in one continuous process—without moving it between separate machines. That’s crucial for maintaining tight tolerances and alignment across complex geometries.
For example, a hydraulic valve body or aerospace fitting can be turned for its cylindrical profile and then milled for ports, holes, or flats—all within a single clamping.
| Feature | Description | Typical Use |
|---|---|---|
| Combined operations | Turning + milling + drilling | Complex metal parts |
| Fewer setups | Single fixture for entire part | Reduced alignment errors |
| Multi-axis motion | Up to 9-axis machining | Advanced aerospace or energy parts |
Benefits of Hybrid Machining
The key benefit of hybrid machining is efficiency — but it also transforms quality control and design flexibility.
1. Reduced Setup Time: Traditional machining requires moving parts between multiple stations. Each transfer introduces errors and downtime. Hybrid systems eliminate this, completing multiple operations in one setup.
2. Improved Precision: By machining all features in a single clamping, geometric accuracy and repeatability dramatically increase. This is especially important for aerospace, robotics, and automotive components that demand micron-level precision.
3. Cost and Space Savings: Fewer machines mean lower capital investment and floor space requirements. Additionally, operators can handle more complex parts with less training, improving workflow efficiency.
4. Faster Turnaround: With shorter lead times and fewer tool changes, hybrid machines are perfect for low-volume, high-mix production, where agility and accuracy are both critical.

When to Consider Hybrid Machining?
Hybrid machining is ideal when your part combines rotational and prismatic features, or when accuracy between surfaces must be maintained within tight tolerances.
You should consider hybrid CNC machining if:
-
Your design has both cylindrical and flat features.
-
You need high concentricity or positional accuracy between machined faces.
-
Your project involves short runs or frequent design iterations, where setup time matters.
-
You aim to reduce lead time and improve workflow integration.
For instance, producing a pump housing or motor shaft with milled flats typically requires turning, milling, and drilling. On a hybrid machine, all three can be done in one go, ensuring seamless alignment and reducing overall machining time by up to 40%, according to data from Siemens Digital Industries (source: Siemens Manufacturing Insights, 2024).

Cost and Efficiency Factors in Process Selection
Cost efficiency is one of the most critical considerations when choosing between CNC milling and CNC turning. Both processes can achieve exceptional precision, but each comes with unique cost drivers—such as machine time, tooling, and setup requirements. Understanding these factors helps engineers and buyers make smarter sourcing decisions without compromising quality or production timelines.

Key Cost Drivers
The total cost of a machined part depends on several technical and operational factors. Let’s break them down clearly:
1. Machine Time and Complexity Machine time typically represents 40–60% of total cost. Milling involves more tool changes and complex toolpaths, which increases cycle time—especially for multi-axis parts. Turning, in contrast, runs faster for cylindrical components due to its simpler setup and continuous cutting motion.
2. Setup and Programming Costs Each new project requires CAM programming, fixture setup, and tool calibration. For low-volume or prototype runs, this can be a major expense. Milling setups are more involved, while turning setups are simpler and faster, particularly for repeat production.
3. Material Utilization and Waste Milling removes material from a solid block, which often leads to higher scrap rates. Turning, being more efficient for round stock, minimizes waste and tool wear. Using near-net-shape blanks or cast preforms can also cut material costs significantly.
4. Tolerances and Surface Finish Requirements The tighter the tolerance or smoother the surface, the higher the machining cost. Achieving a ±0.005 mm tolerance or mirror finish (Ra < 0.8 μm) demands precision tooling and slower feed rates, which increase both machine time and inspection costs.
5. Tooling and Maintenance Cutting tools wear differently based on material hardness and machining speed. For example, hard steels and titanium require coated carbide or ceramic tools, which are costlier but necessary for accuracy and durability. Proper tool management helps control recurring expenses.
| Cost Factor | Milling | Turning | Optimization Tip |
|---|---|---|---|
| Machine time | Higher for complex parts | Lower for round parts | Simplify toolpaths, use multi-axis setups |
| Setup effort | More fixtures and tools | Faster setup | Use modular fixturing systems |
| Material waste | Higher | Lower | Optimize blank size and orientation |
| Tool wear | Moderate to high | Moderate | Apply appropriate coolant and feeds |
| Ideal use | Complex 3D geometries | Cylindrical or conical shapes | Choose based on geometry and batch size |
How to Optimize for Cost Without Sacrificing Quality?
Cutting costs doesn’t have to mean cutting corners. The key is to balance process efficiency, material selection, and design intent. Here’s how to do it strategically:
1. Design for Manufacturability (DFM) Work closely with your machining partner early in the design phase. Simplify part geometry, standardize hole sizes, and reduce unnecessary tight tolerances. These changes can lower machining time by up to 30% while maintaining functional precision.
2. Match Material to Function Avoid over-specifying high-performance alloys if aluminum or brass can meet your requirements. Selecting the right material for strength, corrosion resistance, and cost can save significantly without affecting part quality.
3. Consolidate Operations Whenever possible, use multi-axis or hybrid CNC machines that combine milling and turning in one setup. This reduces machine handovers, fixture changes, and inspection steps—all major cost sinks.
4. Optimize Toolpaths and Cutting Parameters Modern CAM software can simulate tool wear and suggest feed/speed combinations that reduce machining time while maintaining accuracy. Studies by Sandvik Coromant show that optimized toolpaths can increase tool life by up to 25% (source: Sandvik Manufacturing Report 2024).
5. Consider Batch Strategies For recurring parts, request batch production or reorder pricing. Once a setup and program are finalized, per-part costs drop significantly. It’s one of the easiest ways to make CNC machining scalable.

Real-World Examples of CNC Milled vs Turned Parts
Understanding theory is valuable, but nothing demonstrates the difference between CNC milling and CNC turning better than real production examples. These cases highlight how each process serves distinct geometries, tolerances, and performance goals — and how hybrid machining can combine their advantages for even greater efficiency.

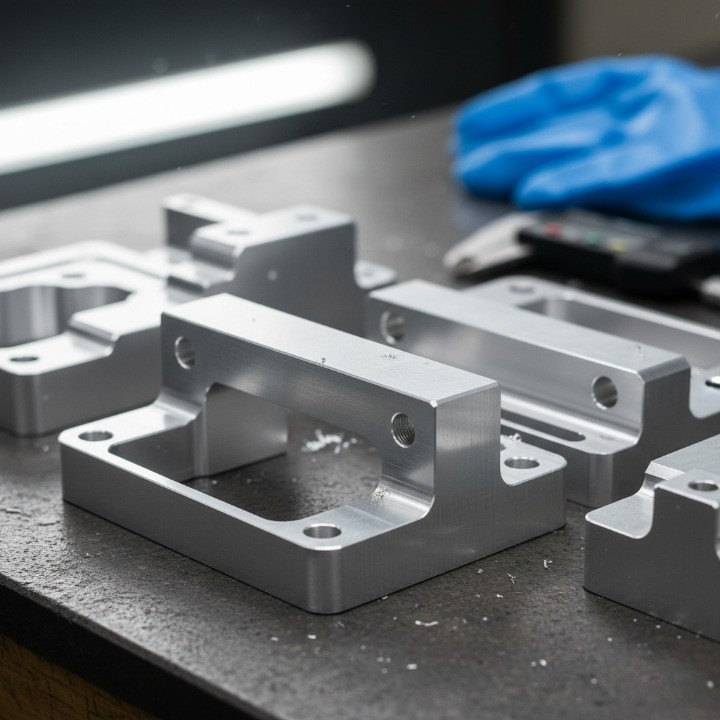
CNC Milling Example
One of the most common examples of CNC milling in action is the production of aluminum electronic housings used in robotics and automation. These enclosures require precise pocketing, drilled holes, and detailed surface finishes to ensure a perfect fit for internal components and seals.
In this case, the part starts as a solid aluminum billet. Using a 3-axis or 5-axis CNC milling center, the machine removes material from multiple angles, forming intricate shapes and cavities. This approach ensures tight tolerances (±0.01 mm) and excellent repeatability for mass assembly.
Key advantages of CNC milling for this part include:
-
Ability to machine multiple surfaces and angles in one setup.
-
Smooth, flat surfaces ideal for sealing or component alignment.
-
Fast transition from prototype to full production with minimal redesign.
Additionally, milling supports surface finishing processes such as anodizing, powder coating, or laser engraving, which are critical for both appearance and corrosion protection.

CNC Turning Example
A perfect case study for CNC turning is a stainless steel motor shaft used in industrial automation systems. The component requires high concentricity and surface finish to ensure smooth rotational performance.
The turning process begins with a round bar stock mounted on a lathe chuck. The spindle rotates the part while a cutting tool removes material in controlled passes. CNC turning excels here because it maintains micron-level roundness and straightness, even at high production speeds.
Key benefits for this part:
-
Superior concentricity and surface finish (Ra 0.4 μm).
-
Faster production cycle compared to milling.
-
Compatibility with hard materials like stainless steel or titanium.
To enhance performance, secondary operations such as threading, grooving, or polishing can be performed on the same machine — reducing setup time and ensuring perfect alignment.
Comparative Case Study: Hybrid Part
Many modern parts combine flat and round features, making them ideal candidates for hybrid machining. A great example is a hydraulic manifold block with integrated threaded ports and machined faces.
Traditionally, manufacturers would first turn the main cylindrical section on a lathe and then transfer the part to a milling center to add side holes and surface flats. This two-step process increases setup time and introduces alignment errors.
With hybrid or multi-task CNC machines, both operations occur in one setup. The part is clamped once, ensuring perfect positional accuracy between turned and milled features. The result? Faster production, better tolerance control, and reduced handling time — often improving throughput by up to 40%, according to Siemens Industry data (2024).
Hybrid machining benefits for this part:
-
Reduced setup time and fixture changes.
-
Seamless transition between operations.
-
Better geometric consistency across features.
| Part Type | Main Process | Typical Features | Accuracy Achieved |
|---|---|---|---|
| Electronic housing | Milling | Pockets, flat surfaces, threaded holes | ±0.01 mm |
| Motor shaft | Turning | Cylindrical, threaded, polished surfaces | ±0.005 mm |
| Hydraulic manifold | Hybrid (Turn-Mill) | Combined round and flat features | ±0.008 mm |

How to Choose the Right CNC Partner for Your Project?
Selecting the right CNC machining partner is often the difference between a seamless production experience and costly project delays. While technology and equipment matter, what truly defines a reliable partner is their ability to combine engineering expertise, communication, and consistent quality. A strong manufacturing partner doesn’t just produce your parts — they help you optimize designs, reduce costs, and ensure your final product performs exactly as intended.

What to Look for in a Manufacturing Partner?
When evaluating CNC machining suppliers, focus on technical capability, process transparency, and service reliability. Here’s what defines a top-tier machining partner:
1. Advanced Equipment and Process Capabilities Choose a partner with multi-axis CNC machines, hybrid systems, and precision inspection tools such as CMM or laser measurement. These capabilities ensure consistency across complex geometries and tight-tolerance parts. Multi-axis capability also enables faster production without multiple setups — a crucial advantage for large-scale projects.
2. Engineering and DFM Support A qualified partner doesn’t just follow your CAD file — they review and optimize your design for manufacturability. Early collaboration helps prevent issues like tool accessibility or over-tolerancing that can inflate cost and lead time. Look for a team that provides feedback on geometry, material selection, and surface finish optimization.
3. Quality Control and Certifications Ask about quality certifications such as ISO 9001, IATF 16949, or AS9100 for aerospace projects. These certifications verify that the manufacturer follows standardized processes, documentation, and continuous improvement practices. It’s a sign of professional discipline and reliability.
4. Communication and Project Transparency Effective communication can save weeks of back-and-forth. Choose a partner who provides real-time order tracking, digital project dashboards, and clear documentation. Transparency builds trust, especially for overseas production partnerships.
5. End-to-End Capability The best CNC suppliers offer one-stop solutions, covering machining, finishing, assembly, and packaging. Having a single accountable partner eliminates coordination risks and accelerates delivery timelines.
| Evaluation Criteria | Why It Matters | What to Verify |
|---|---|---|
| Machine capability | Ensures precision for complex parts | Availability of 5-axis / hybrid CNC |
| DFM support | Reduces design errors & cost | Engineering consultation process |
| Quality assurance | Guarantees consistent output | ISO/IATF certifications |
| Communication | Prevents misalignment & delays | Dedicated project manager |
| One-stop service | Simplifies sourcing | In-house finishing, assembly, inspection |

Why HM Offers a Competitive Advantage?
At HM, we’ve built our machining service around one principle — precision that performs. With over a decade of OEM and ODM experience, HM provides engineering-driven CNC solutions for industries including automotive, robotics, medical, and industrial automation.
1. Advanced Equipment and Expertise HM operates multi-axis CNC centers, turning-milling hybrids, and precision inspection labs, ensuring every project meets dimensional and performance requirements. Our engineering team applies data-driven machining strategies to achieve repeatable accuracy across all part batches.
2. DFM and Technical Consultation We collaborate closely with clients during the design stage, offering design-for-manufacturing feedback and material optimization insights. This early-stage input often helps reduce machining time by 20–30% while maintaining product integrity.
3. Certified Quality and Reliable Delivery HM adheres to ISO 9001:2015 and IATF 16949 standards, with full traceability and automated inspection documentation. Each project is tracked through our digital manufacturing dashboard, allowing clients to monitor progress in real time.
4. Integrated Manufacturing Solutions Beyond CNC machining, HM provides die casting, surface finishing, assembly, and packaging, all under one roof. This integration not only shortens lead time but also guarantees consistent quality throughout production.
5. Global Service and Engineering Support Our international logistics team ensures on-time delivery across North America, Europe, and Asia. Combined with English-speaking project engineers, clients enjoy a smooth experience from prototype to mass production.

Frequently Asked Questions (FAQs)
Whether you’re new to CNC machining or managing complex sourcing projects, these FAQs clarify the most common questions engineers and buyers have when comparing CNC milling and CNC turning.
What’s the main difference between CNC milling and turning?
The key difference lies in how the cutting motion occurs. In CNC milling, the cutting tool rotates while the workpiece remains stationary. This process is ideal for producing flat surfaces, slots, pockets, and complex 3D geometries. In CNC turning, the workpiece itself rotates while a stationary tool removes material — perfect for cylindrical or conical shapes like shafts and bushings.
Which process is more cost-effective?
It depends on the part geometry and volume. CNC turning is usually more economical for round, symmetrical parts because it offers faster cycle times and minimal tool changes. CNC milling, on the other hand, becomes cost-effective for complex geometries or multi-surface parts, especially when using 4-axis or 5-axis setups that reduce repositioning.
In general:
-
Low-complexity, high-volume round parts → Turning
-
Complex, multi-face or prismatic parts → Milling
Working with a supplier that offers both processes under one roof—like HM—helps you minimize cost while achieving the required precision.
Can one part combine both processes?
Many components require both milling and turning operations to achieve their final geometry. For instance, a hydraulic manifold or a motor housing might start on a lathe (turning) to create the round base, then move to a milling center for slots, holes, and flat surfaces.
Modern turn-mill hybrid CNC machines combine both capabilities, performing all steps in one setup. This integration ensures higher accuracy, reduced setup time, and faster turnaround.
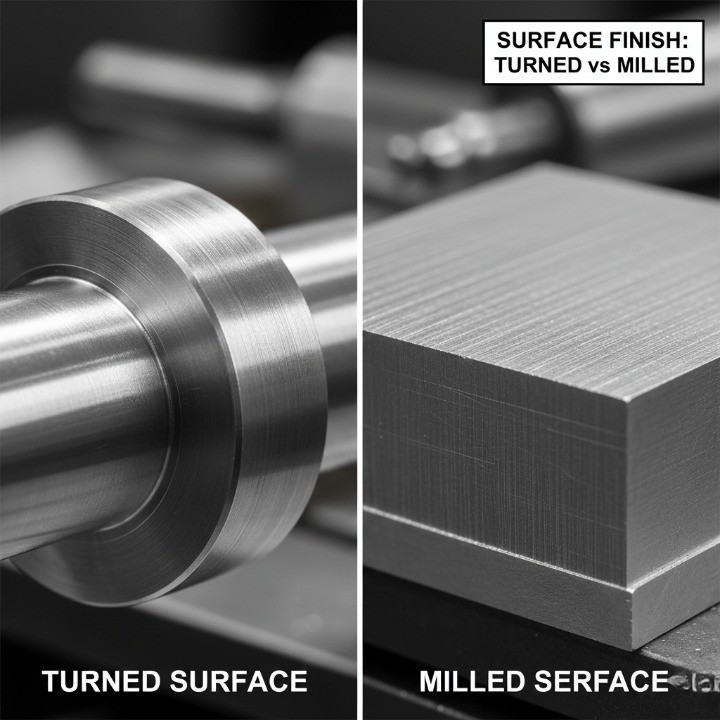
How do surface finishes differ?
Surface finish quality depends on the machining method and parameters. Generally:
-
Turning produces smoother finishes (Ra 0.4–1.6 μm) due to continuous tool contact.
-
Milling offers more varied finishes (Ra 0.8–3.2 μm), depending on feed rate and cutter type.
Finishing techniques like polishing, anodizing, or bead blasting can enhance appearance and functionality. For example, aluminum parts are often anodized after milling, while turned shafts may be ground or polished for reduced friction.
| Process | Typical Surface Finish (Ra) | Common Post-Processing |
|---|---|---|
| CNC Turning | 0.4–1.6 μm | Polishing, grinding |
| CNC Milling | 0.8–3.2 μm | Anodizing, sandblasting, coating |
What materials are best for each method?
The choice of material depends on design function, mechanical requirements, and machinability.
Best materials for CNC turning:
-
Stainless steel
-
Aluminum
-
Brass
-
Copper
-
Titanium (for aerospace or medical shafts)
Best materials for CNC milling:
-
Aluminum (ideal for complex housings and brackets)
-
Mild and carbon steel
-
Plastic engineering resins (e.g., PEEK, Delrin)
-
Tool steel and titanium for high-strength parts
A professional machining partner can advise you on material behavior, tool wear, and surface finish compatibility, ensuring performance without unnecessary cost.
Conclusion
CNC milling and CNC turning each solve different design and production challenges. Milling supports complex shapes and multi-face features; turning provides fast, stable output for cylindrical parts. When applied correctly—often in combination—they give you reliable tolerances, controlled cost, and scalable production for demanding applications.
HM helps you align design intent with the right machining strategy. Share your CAD models, target tolerances, and volume plans, and the engineering team will recommend the most effective mix of turning, milling, or hybrid machining to support your project from prototype through mass production.