


While through holes are quite common for bolts and nuts, blind holes are not what you see every day. However, they find wide applications in an array of equipment and tool fabrication processes. In this article, we’ll explain the meaning of blind holes in engineering, how to create them, their significance, and limitations. Read on.
What Is a Blind Hole in Engineering?

Blind hole in machining is so named because it’s impossible for you to know it exists when looking for only one end. That means they are holes that are drilled into a workpiece without piercing through.
For instance, a metal bar that is 100mm thick may have a hole that is only 60mm deep. Since it’s not up to 100mm, it’s not a complete hole. Hence, the hole exists on only one side of the bar while the other end is sealed.
Such a piercing is called a blind hole. They are mainly created to allow for easy fastening of screws against a surface.
Step-by-step Guide On Drilling a Blind Hole
Drilling blind holes requires a great deal of attention and precision to avoid slacking the holes or making the drill bit bore through the workpiece. These are the step-by-step guide to follow in boring blind holes in machining:

Prepare the Workpiece
The primary goal of this process is to make the workpiece sturdy for the drilling operation. Hence, you have to fasten it firmly on a CNC machine using clamps or vices and that it’s vibration-proof. Then use a marker to indicate the exact point you want to drill the hole on the piece.
Select the Appropriate Drill Bit
The thickness of the right drill bit must be less than the width of the hole you want to drill. If you use a drill bit with an exact match, it will make the hole slack with respect to the screw size you want to fit in.
Determine the Hole Depth
Once you’ve decided on the preferred hole depth, the next step is to measure it out on the drill bit starting from the tip upward. You may use a colored marker to identify the said point on the bit. When drilling the blind holes, pay attention to the marked point. Once it aligns with the horizontal surface of the workpiece, you can stop drilling as that is an indication you’ve attained the stipulated hole depth.
Begin Drilling and Monitor the Drilling Depth
Set the right speed and turn on the machine to start the actual drilling. Be careful not to drill too fast. Else you may drill too deep beyond the defined depth.
Remove Debris
Chips are bound to form during blind holes drilling. At times, they may clog the hole. So you have to remove them and reevaluate your work.
Complete and Inspect the Blind Hole
The blind hole drilling process is complete once you are satisfied with the marked depth. Be sure that the drilling meets your required diameter and depth. Also, inspect against rough edges or any issues that require additional fixes. If there’s none, then the process is complete.
Advantages of Blind Holes in Machining
Blind holes drilling in machining is quite important for several reasons as we’ll discuss below:
Aesthetics Appeal
Blind holes in engineering makes it possible to create a joint using two objects in a manner that one cannot see the adjoining screws. This is used both in woodwork and metal works. In both instances, the finished work is neater and aesthetically appealing compared to alternative methods.
Structural Integrity
Apart from the aesthetics, joints created using blind holes in machining are sturdy. But its overall integrity depends on the tensile strength of the materials the hole was drilled in. Also, the tolerance and precision of the holes goes a long way in determining whether it will be durable or not.
Seal Compartment
Since it’s not a through hole, the final result makes the opposite end of the hole sealed. One of the advantages of this is that it reduces environmental degradation on the material caused by rain, especially if it’s used for outdoor purposes. For instance, the presence of screws makes the spot more susceptible to rusts.
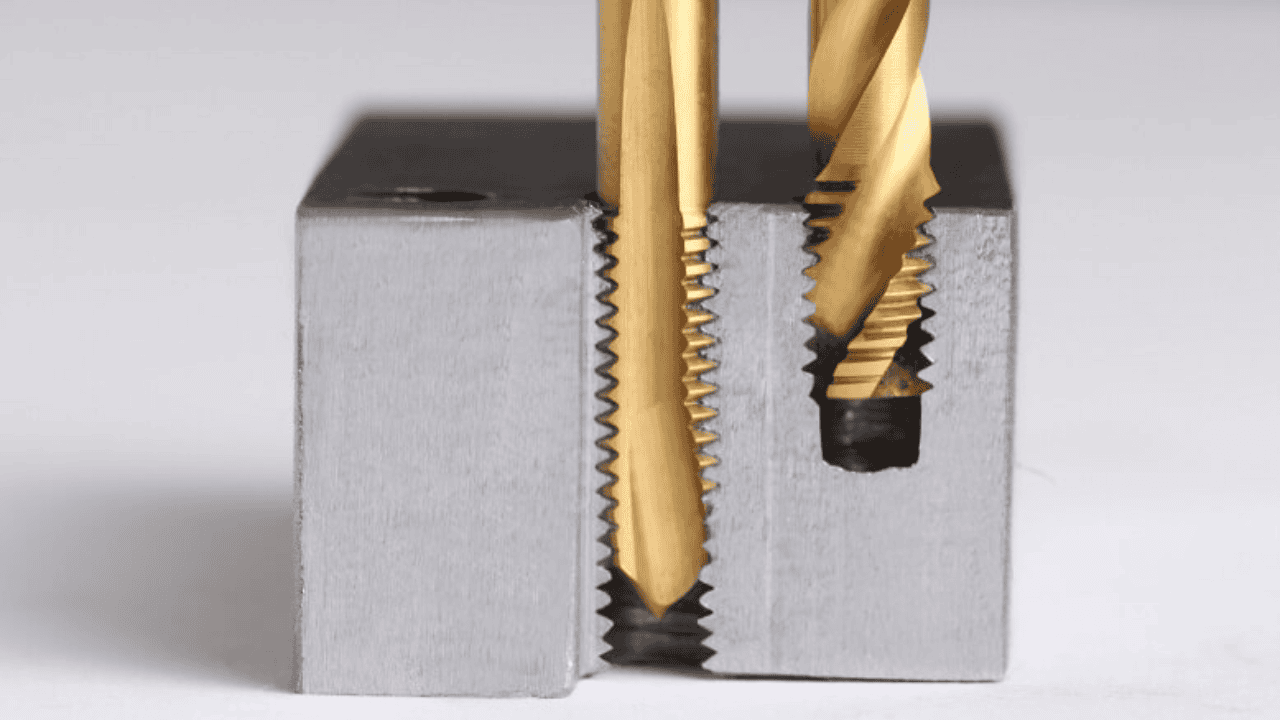
Threaded Fastening
This is one of the best ways to fuse two materials together using blind holes. A thread can be added in the hole while the end of the other piece can equally be threaded as a bolt for smooth fastening.
Applications of Blind Holes in Machining for Industries
Blind holes is a machining process used in different industries to manufacture a plethora of machines for the benefit of mankind. Here are some of the notable blind holes in machining examples and applications:
Electronics
Different components of electronic devices have blind holes built mostly internally to support functionality. Smartphones and laptops for example have blind holes in certain parts to be screwed and hold components together.
Aviation
Aerospace parts manufacturers use blind holes in building different parts of a plane primarily to reduce weight while maintaining the plane’s primary strength.
Buildings and Architecture
The architectural space has an incredibly wide application of blind holes. Predominantly, the blind holes in buildings are used for installing fitting to walls and interior decoration materials. Beyond that, it’s used in metals and alloys for the actual construction processes to hold different parts in place.
Medical Gadgets
Blind holes in machining examples in the medical sectors include infusion pumps, sterilization trays, and hip implants. Blind holes play different roles in these examples. For sterilization trays, the blind holes help to hold items in place.
In the case of hip implants, it’s to ensure proper suction of bones to the implant. Other medical equipment that have blind holes included in their manufacturing parts include X-ray machines, ultrasound machines, MRI scanners, etc.
Automotives
Cars and other automobiles have blind holes in different components. For example, auto parts like rims have blind holes built purposely for weight reduction and to enhance physical aesthetics. There are other several components in a car that have blind holes specifically to hold bolts and other fasteners.
Common Blind Hole Measuring Tools
Here are some of the common tools used in measuring blind holes:
Depth Guage
Depth gauge is an engineering instrument used to calculate the depths of a measuring hole. There are three types of depth gauges, manual depth gauge, analog depth gauge, and digital depth gauge.
- Manual depth gauge: This type of depth gauge usually looks like a T-square ruler with centimeters and inches scales on the opposite sides of the scale. Measuring with a manual depth gauge may not always be accurate due to the nature of it.
–Analog depth gauge: This type of depth gauge has a measuring interface similar to a time clock. It has a movable rod that runs vertically across the device and an aluminum bar that runs horizontally at the bottom. - Digital depth gauge: Depending on the manufacturer, the physical structure of the digital depth gauge can either take the appearance of the typical manual or analog depth gauge. The major difference is that it has a digital structure that measures the depth of a hole and displays the depth on its physical interface.
Laser Measuring Tool
The laser measuring tool is a digital measuring tape. It usually has a button on the device, which when you press it, shoots a laser out, and the laser feeds information to the device. The further the laser goes, the higher the measurement. This type of measuring tool is essential for measuring longer distances like 15fts and above.
Bore Guage
Unlike other blind hole measuring tools that focus on depth, bore gauges focus on the diameters of holes. There are different types of bore gauges such as dial bore gauges, digital bore gauges, and vernier bore gauges.
Thread Guage
Thread gauge is a tool for measuring the pitch of a screw thread. There are different types of thread gauges including plug gauges for internal threads, ring gauges for external guages, and pitch gauges.
Small Hole Guage
Small hole gauges are gauges with small diameter holes. They range in size from about ⅛ an inch up to ½ inch in diameter. The small hole gauge has a half ball on one end and a lever at the other end.
The side with the half ball is meant to go into the bottom of the blind hole. It works by wiggling the lever to expand the half-ball. The more you wiggle, the more the ball expands.
Once you feel that both halves of the ball are resting on the ends of the hole, then you can take out the small hole gauge from the hole, and measure it against a transfer-type measuring tool like a micrometer. This is because small hole gauges do not have scales on them.
Optical Microscopy Measurement System
These are special types of measuring tools like a laser scanner that measures objects with optical sensors. It is a contactless measurement, in the sense that the sensor does not touch the object.
Limitations of Measuring Blind Holes in Machining
Here are some of the disadvantages of measuring blind holes in machining:
Limited measuring tools
It can be challenging to measure some blind holes because some tools may not exactly be good enough to measure certain deep and narrow holes. Also, oftentimes, measuring blind holes of increased depth requires highly sophisticated tools, which don’t come cheap, and working with available tools may impede the measurement’s accuracy
Depth limitations
Similar to the above disadvantage, depth can strike a serious challenge too. Not every measuring tool is long enough or can reach some level of depth. In this case, telling the exact depth of the blind will be abortive.
Irregular hole shape
Imagine trying to measure the depth of a hole that is narrow or has an irregular shape. That can be very difficult, even if the measuring tool can supposedly reach the depth of the hole. You may end up investing more time without getting the right measurement.
Operational errors
Operational errors can either be the fault of the human operator or mechanical glitches. Either way, it can drastically affect the accuracy of blind hole measurement. As a human, it is important to be careful and diligent in the blind hole-drilling process, as a little mistake can be detrimental.
In the same vein, ensure that your measuring device is in good condition so it can provide accurate feedback.
Misinterpretation of data
The causes of this can either be an obstruction or human error. Since blind holes are not fully visible, the human operator can misread or have a wrong assumption of the calculated depth. The human operator should also equip them with the necessary knowledge to handle a measuring tool to translate and give accurate feedback.
Blind Hole vs Through Hole: What Are the Differences?
The meaning of blind holes and that of through holes are similar, in the sense that both classifications pierce holes into workpieces. However, they are different. The key differentiating factor between both holes is that blind holes are drilled to meet a pacific depth, without piercing to the opposite end of the workpiece.
Whereas, through holes are drilled completely through the end of the workpiece, creating an opening on the opposite side.
Conclusion
Blind holes in engineering, though have their fair share of limitations, the importance cannot be overlooked. This method of drilling blind holes into workpieces is supported by engineers and machinists worldwide, as it provides efficiency, functionality, and aesthetic qualities to the structural build-ups of modern technology.
Contact us today for expert advice and services on blind-hole applications and all kinds of CNC machining.