


卡扣式連結看似簡單,但生產失敗是可以預見的: 根部開裂或變白, 組裝力變化以及 蠕變造成的保持力損失.
許多團隊也透過慘痛的教訓了解到,「相同」的卡扣幾何形狀在…中也能發揮作用。 CNC原型機 切換到以下模式後仍失敗 注塑成型拉伸、收縮和變形、編織線和表面處理可以改變真正的干擾並削弱根源。
本指南為您提供實用資訊 懸臂卡扣接頭 以及 扣合 框架 數控加工和注塑成型您將定義關鍵輸入,用簡單的公式確定快接樑的尺寸,並根據可製造性規則鎖定可靠性。
何時使用懸臂式卡扣?
適合的情況:
-
您需要無需工具即可組裝的壓機(以及簡單的維修釋放裝置)
-
此接頭可以容忍一定的尺寸變化。
-
你可以把梁做得夠長,以便安全地彎曲。
-
保持力要求適中(非結構性鎖扣)
避免以下情況:
-
安全關鍵型高保持載重要求
-
卡扣必須維持 高持續壓力 多年來(蠕變風險)
-
高溫/化學品/紫外線會降低韌性
-
根部的幾何形狀難以控制(尖角、薄截面、編織線)
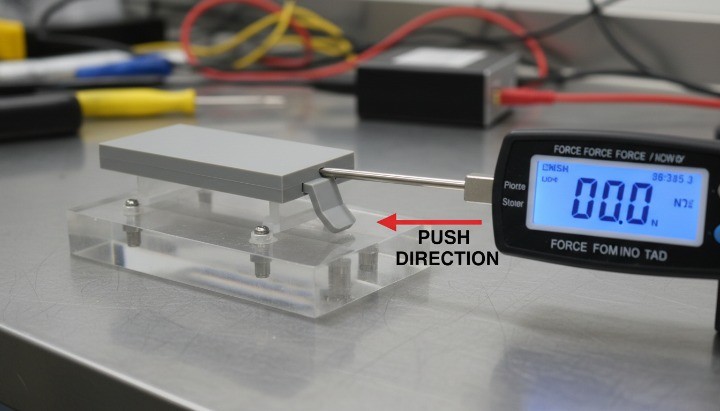
卡扣配合撓曲力循環
在選擇材料或取得模具報價之前,請先明確以下內容:
-
所需撓度(Y) 在卡扣尖端清除底切
-
可接受的組裝力量 (手動推壓 vs 夾具按壓)
-
預期週期 (一次開啟/關閉與重複開啟/關閉)
如果這些沒有明確定義,則卡扣很容易「幾乎有效」而難以穩定。
數控成型與射出成型
大量生產:射出成型初稿設計、均勻壁厚、倒扣策略、蠕動與疲勞。
原型製作或小批量生產:CNC加工速度很快,但必須考慮刀具進給、內圓半徑和毛邊控制。在正式開模前進行快速迭代,請使用 小批量數控加工,用於卡扣式原型製作。
快速尺寸規則
使用這些作為 初步健全性檢查它們不能取代測試,但可以防止最常見的幾何錯誤。
-
長徑比(L/t,即梁長/厚度): 瞄準 〜8–12 對於典型的卡扣;如果低於 ~6,則可能會出現裂縫/力峰值。
-
底切: 收下 “盡可能小,只要功能允許”較大的底切會導致較大的撓度和較高的根部應變。
-
根肉片: 使用 最大可行半徑 並避免根部出現突兀的厚度變化。
-
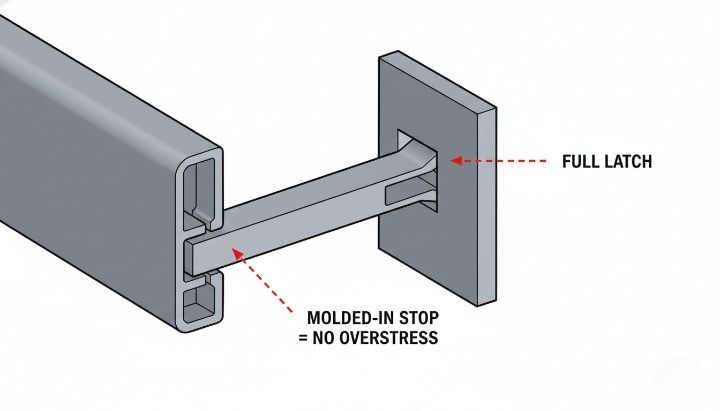
停止功能: 當手工組裝有差異時,應將硬限位視為“標準”,而不是可選的。
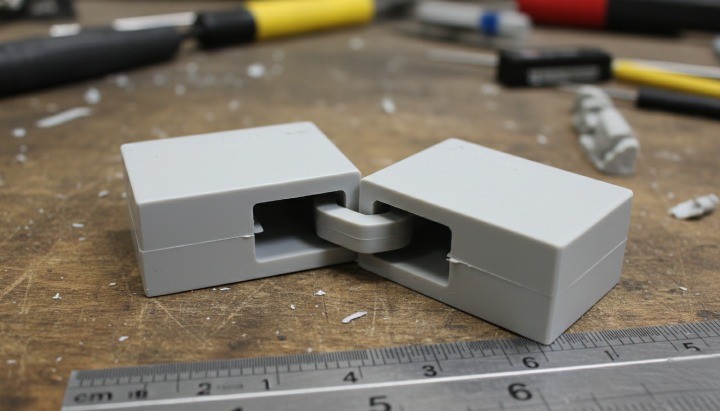
懸臂樑卡扣幾何基礎知識
懸臂式快裝板是一個系統:梁、鉤和周圍支撐。當鉤的斜坡、減壓槽和圓角過渡至關重要時, 用於卡扣功能的CNC銑削組件 可以幫助您在迭代過程中控制幾何形狀和邊緣品質。
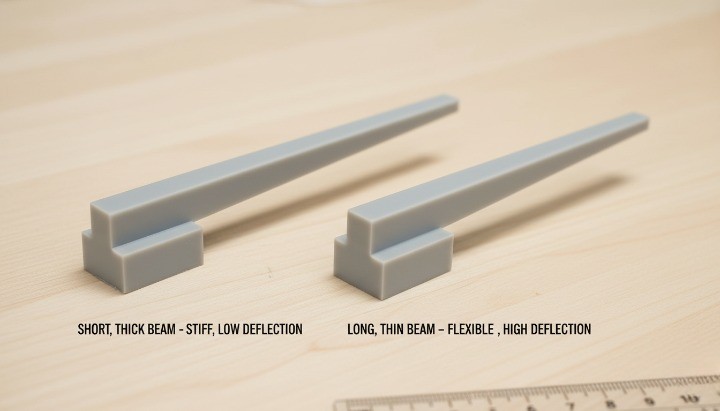
卡扣梁厚度
梁就是你的彈簧。
-
增加 長度(L) 使卡扣更加順應(相同撓度下所需力較小)。
-
增加 厚度(t) 使其變得異常堅硬,並迅速增加根系壓力。
-
增加 寬度(b) 厚度也會增加剛度,但厚度是最敏感的因素。
實用規則: 如果卡扣斷裂,首先要問梁是否… 太短或太厚 關注的是所需的撓度,而不是材料是否「足夠堅固」。

鉤子:導入斜坡、底切、保持面
鉤子的幾何形狀決定了卡扣組裝的順暢程度和保持力:
-
更平滑 導入坡道 降低峰值插入力,但增加插入行程。
-
这 咬邊 驅動器所需的撓度和應力。
-
这 保持面 角度決定了負載是會使卡扣鬆開還是將其鎖定到位。
把鉤子想像成凸輪:它將組件運動轉化為樑的撓度——如果斜坡很陡或摩擦力很大,它會產生力尖峰。
大多數快照失敗的原因是什麼?

大多數快速失效都始於梁根部。
-
使用 豐盛的根莖肉片 (在設計允許的範圍內盡可能大)。
-
避免根部出現突然的粗細變化。
-
如果需要更多支持,請添加 本地烤肉/肋排 在底部加固,而不是加厚梁體。
為了可靠性,停止功能
許多快照都失敗了 過度旅行 (彙編器會推進超出清除底切所需的部分)。添加一個 硬停止 因此,一旦鎖定,額外的力就會傳遞到止動裝置上,而不是傳遞到樑上,從而增加樑的應力。
快速故障排除
當某個功能「幾乎可以工作」但不夠穩定時,可以使用此功能。
-
首次組裝時出現根裂/白化 → 梁太短/太粗,樹根太尖,斜坡太陡,或沒有停止。 修復: 增加 L,減少 t,增加根部圓角,平滑斜坡,增加止擋。
-
插入力因批次而異。 →干涉窗口過窄,摩擦/表面光潔度不一致,有毛邊。 修復: 擴大公差範圍,控製表面光潔度/去毛刺,減少倒角,增加導入長度。
-
幾週/幾個月後,用戶留存率下降。 → 使用過程中持續撓曲(蠕動),溫度過高,不適用於樹脂等級。 修復: 重新設計,使卡扣在鎖扣後放鬆,減少長期應力,增加二次固定,並在溫度下進行驗證。
-
在數控原型製作中有效,但在註塑成型零件中失效。 → 織布/收縮/經紗/針織線改變了乾擾和根部強度。 修復: 首先設計成型規則,儘早驗證倒扣策略,測試成型樣品的蠕動/疲勞性能。
-
加工難度/設備成本高 → 隱藏的底切、微小的半徑迫使使用微型工具、不穩定的細樑。 修復: 重新調整底切方向以便刀具進給,增加後角,標準化半徑,調整處理順序/支撐。
卡扣式設計計算
使用這些公式來確定卡扣尺寸並儘早比較不同方案。為了使結果便於製造和檢驗,請在圖紙中清晰定義關鍵卡扣尺寸和基準——參見 卡扣配合公差的GD&T基礎。
變量
-
L= 梁長(根部到載重點) -
b= 梁寬 -
t= 梁厚度(彎曲方向) -
E楊氏模量 -
F= 尖端附近的載重 -
δ= 負載下的尖端撓度
面積二次矩(矩形截面)
I = b * t^3 / 12
厚度是立方的-微小的變化 t 影響巨大。
尖端偏轉和力
對於承受端部負荷的懸臂梁:
δ = F * L^3 / (3 * E * I)
重新排列以估算目標偏轉所需的力道:
F = 3 * E * I * δ / L^3
根彎曲應力(篩選指標)
根部最大彎矩: M = F * L 峰值彎曲應力(忽略應力集中):
σ_max = 6 * F * L / (b * t^2)
從倒角到所需撓度(包括公差疊加)
所需的撓度不僅僅是標稱的倒角。還包括:
-
模具收縮/翹曲變化(成型)
-
加工公差 + 毛邊(CNC)
-
裝配錯位/接近角
為了使其在生產中有效運作,請定義一個與您的製程能力相符的公差範圍—參見 CNC加工過盈配合的公差。
正確使用公式
這些方程式最適合用於 早期尺碼。 搬去 有限元素分析 + 物理測試 什麼時候:
-
撓度相對於厚度較大(非線性彎曲)
-
你需要反覆循環(疲勞)或長期維持(漸進)
-
根部區域有交織線、急劇過渡或複雜曲率
-
該卡扣價值很高,對安全至關重要,或者必須在各種溫度/濕度條件下都能正常工作。
原理: 公式確定尺寸範圍;有限元素分析+測試確定可靠性邊界。
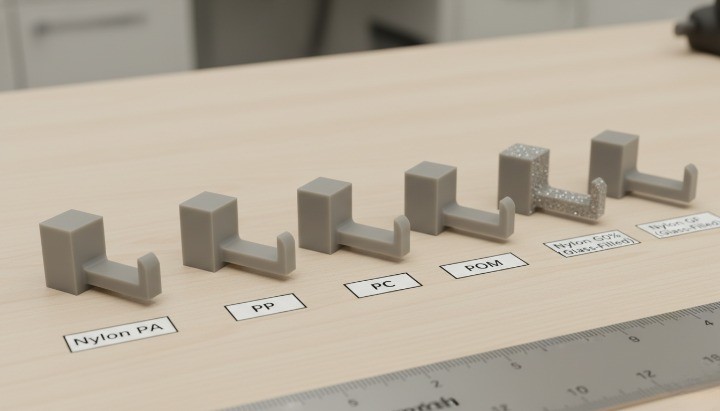
塑膠卡扣連接件的材質使用技巧
卡扣材料的選擇需要在剛度、延展性、抗疲勞性和蠕變性能之間取得平衡。
尼龍(PA):強度/抗疲勞性與濕度敏感性
尼龍常用於製作按扣,因為它兼具良好的強度和韌性。
-
吸濕性會發生變化 剛性和尺寸
-
「自然而然」的行為和「條件反射式」的行為可能有所不同。
在以下情況下選擇尼龍:
-
您需要更高的保持率和可控的光束尺寸。
-
你預期會反覆循環
-
您可以定義/接受條件假設
注意以下情況:
-
嚴格的尺寸要求必須在濕度大幅波動的情況下依然保持不變。
聚丙烯(PP):延展性與蠕變之間的權衡
聚丙烯因其延展性和靈活的彈性而備受青睞。
-
低剛度通常需要更大的截面才能達到相同的手感/保持力。
-
蠕動會降低保持率 當彈簧保持恆定撓度時
選擇PP的情況:
-
您希望組裝更簡便,峰值應力更低。
-
耐化學性和成本因素
-
該設計在組裝後具有良好的鬆弛性(長期應力低)。
注意以下情況:
-
小幾何形狀需要高保持率
-
這種扣環必須能夠承受多年的持續拉力。
聚甲醛(POM)、ABS、PC:快速指南
-
聚甲醛: 夾子/滑動接口摩擦力低,尺寸穩定性好
-
ABS: 韌性良好;彈性性能很大程度取決於幾何形狀和環境
-
郵編: 堅韌而硬挺,但對切口敏感;根部肉質至關重要
環境才是真正的材料考驗。
-
熱能 加速蠕變並降低剛度
-
化學製品 可能降低韌性或引發應力開裂
-
UV 會使未穩定等級的鋼材變脆
如果保存效果需要保持數年,則應在實際暴露條件下進行驗證,而不僅僅是參考室溫資料表。
射出成型與CNC卡扣配合

模壓按扣:拔模斜度、壁厚、編織線、脫模
-
新增 草案 在樑和鉤狀側壁上進行清潔噴射
-
保持壁厚過渡平滑,以減少下沉/翹曲。
-
避免在根部編織線(門控策略很重要)
-
規劃彈出路徑,使銷釘不會變形或損壞卡扣功能。
如果你的卡扣要求零拔模斜度和鋒利邊緣,那麼你是在為CNC工具機設計,而不是為模具設計。
模具中的倒扣:滑塊/托架與撞擊式脫模
底切會增加模具成本:
-
滑軌/升降機: 穩健且可重複,但會增加複雜性和成本。
-
彈性撞擊: 很大程度取決於樹脂延展性、拔模斜度和倒扣幾何形狀。
如果您計劃進行減重,請儘早與模具製造商確認可行性。
CNC快裝:刀具進出、內圓角、毛邊控制
-
內角將採用圓角處理—設計圓角是故意的
-
真正的底切可能需要側面操作、額外的設定或 4/5 軸加工。
-
細梁會發生振動;需制定加工策略和支撐方案。
-
毛邊/邊緣質量變化導致插入力增大-定義鉤狀邊緣的去毛邊規則
從原型到生產的穩健路徑
-
使用CNC/3DP進行驗證 貼合度、活動度和插入力感覺
-
根據實際組裝行為(斜坡、倒角、停止)更新幾何形狀
-
用於驗證的黴菌樣品 蠕動/疲勞 以及生產差異(縮水/經紗、針織紋路)
卡扣的底切加工
設計時應避免隱藏的底切
-
調整扣環方向,使底切朝向可觸及的刀具方向打開。
-
避免使用需要特殊工具或設定的反向倒角。
-
如果某個特徵會移除底切,則考慮將其分割為兩個部分。
添加浮雕以使刀具路徑可行
-
在固定面後方增加間隙,以便清理刀具。
-
避免使用過小的內部半徑,以免對脆弱的微型工具造成損壞。
-
如果鋒利的邊緣具有功能性,請用附近的浮雕將其隔離。
干涉並保持特徵的檢查計劃
計劃檢查項目:
-
底切深度(有效干涉)
-
梁根部厚度
-
根部肉質/質量
DFM幾何材料工藝
只有在審查了這些高失敗率模式之後才能最終確定設計方案。
| 設計選擇 | 為何重要 | 射出成型注意事項 | 數控說明 | 材質說明(尼龍/PP) | 降低風險的修復 |
|---|---|---|---|---|---|
| 短而粗的梁 | 根部應變高,滿足所需撓度 | 根部經線+針織線風險 | 振動風險;厚度變化會改變力 | 聚丙烯(PP)可能會發生蠕變;尼龍仍對缺口敏感。 | 增加 L,減少 t,增加 stop |
| 尖銳的根角 | 應力集中→開裂 | 填充和編織線會放大弱點 | 工具痕跡可以起到凹槽的作用 | 兩者都受益於豐盛的魚片 | 加入根部圓角;平滑過渡 |
| 較大的底切深度 | 驅動偏轉和力 | 可能需要滑軌/升降器或撞擊驗證 | 可能需要側面銑削/額外設置 | 聚丙烯(PP)具有柔韌性,但可能發生蠕變;尼龍強度較高,但對濕度敏感。 | 減少底切;優化斜坡;增加停止 |
| 陡峭的導入坡道 | 力尖峰/白化 | 進給量和表面狀況會影響摩擦力 | 毛邊/表面處理改變摩擦力 | 添加劑會影響摩擦力 | 更平滑的斜坡;控制面;儘早測試 |
| 服役期間持續高撓度 | 蠕動會降低保持率 | 樹脂和溫度起主導作用。 | 同樣的風險 | PP通常對蠕變更敏感。 | 重新設計,使卡扣在鎖扣扣合後鬆開;增加二級固定裝置 |
| 對幹擾有嚴格的容忍度。 | 間歇性故障 | 收縮/變形差異是真實存在的 | 毛刺和公差會增加變異性 | 尼龍吸濕後尺寸變化 | 增加合規性;擴大窗口;設計最壞情況 |
如果只能改變一件事,請優先考慮: 根部圓角 + 止口特徵 + 公差窗口.
詢價清單(用於報價)
避免報價波動和後期重新設計的詢價單輸入
在圖上標示以下關鍵品質特性:
-
材料標註(如已知等級)+ 狀態假設(尤其是尼龍)
-
倒角/干涉(標稱值+公差)
-
梁根部厚度 + 最小根部圓角半徑
-
表面精加工/去毛刺,以改善摩擦力對手感/力度的影響。
第一篇文章,請索取 證據不僅僅是尺寸:
-
測量倒切/干涉 + 根部厚度
-
組裝觀察:插入手感、泛白、裂紋跡象
-
對於模製零件:澆口/熔接線註記靠近卡扣根部
結語
一個好的懸臂式快接接頭並非“咔噠一聲的鉤子”,而是一個可控的彈性系統。做好三件事——正確選擇長度/厚度比、保護根部、防止過度行程——就能減少開裂、降低插入力偏差,並提高生產一致性。
如果您正在建立一個卡扣式元件,並希望快速進行風險評估, 分享您的CAD文件,以便快速獲得報價。請提供您的目標材料(尼龍/PP 或其他)、使用環境和預期使用週期。我們可以為您推薦合適的卡扣幾何形狀,並提供 CNC 加工原型或射出成型方案的報價。
常見問題
如何計算卡扣配合的力與應力?
使用簡化的懸臂梁模型:
-
δ = F * L^3 / (3 * E * I) -
F = 3 * E * I * δ / L^3 -
σ_max = 6 * F * L / (b * t^2)然後透過有限元素分析和測試驗證塑膠、大撓度、蠕變或疲勞性能。
為什麼卡扣式鞋墊的根部會裂開或變白?
因為根部彎矩最大,而尖角/缺陷會放大應力。常見的解決方法是採用較大的圓角和止擋結構。
尼龍和聚丙烯哪一種比較適合做扣環連接件?
-
尼龍:更堅固/更硬,通常抗疲勞性能更好,但濕度會影響剛度和尺寸。
-
PP:延展性更好,更容易組裝,但蠕變會降低長期保持力。 根據循環次數、環境、卡扣是否能承受恆定應力來選擇。
我可以用CNC工具機加工用於模具成型的卡扣嗎?
是的,但不要假設能1:1複製。射出成型需要拔模斜度,收縮/翹曲也會改變干涉。先用CNC工具機驗證尺寸和手感,再用注塑樣品驗證蠕動和重複性。
射出成型中如何處理倒扣?
通常採用滑塊/升降器(堅固但成本高)或彈性頂切(取決於材料/幾何形狀)。儘早決定-底切策略通常會影響刀具成本和交貨時間。